
Ce contenu est fourni à titre informatif. Le soudage d’équipements sous pression en industrie chimique est soumis à des réglementations strictes (Directive DESP 2014/68/UE, normes ISO 3834). Respectez les normes en vigueur et faites appel à un bureau de contrôle accrédité et à des soudeurs qualifiés selon les référentiels adaptés avant toute intervention.
Le soudage des cuves en acier inoxydable austénitique destinées au stockage de produits chimiques corrosifs concentre trois exigences critiques : étanchéité absolue sous pression, résistance durable à la corrosion en milieu agressif, et conformité aux référentiels de sécurité encadrés par la Directive 2014/68/UE (DESP). Contrairement aux applications agroalimentaires, les équipements chimiques subissent des contraintes simultanées — températures élevées, pH extrêmes, chlorures — où un défaut microscopique peut déclencher une rupture catastrophique par corrosion intergranulaire.
Si l’utilisation de postes à souder TIG (Tungsten Inert Gas) professionnels offre le contrôle thermique précis indispensable à ces assemblages, la mise en œuvre de ce procédé sur des nuances austénitiques (304L, 316L, 321) expose à trois obstacles métallurgiques récurrents que les bureaux de contrôle identifient systématiquement lors des inspections réglementaires.
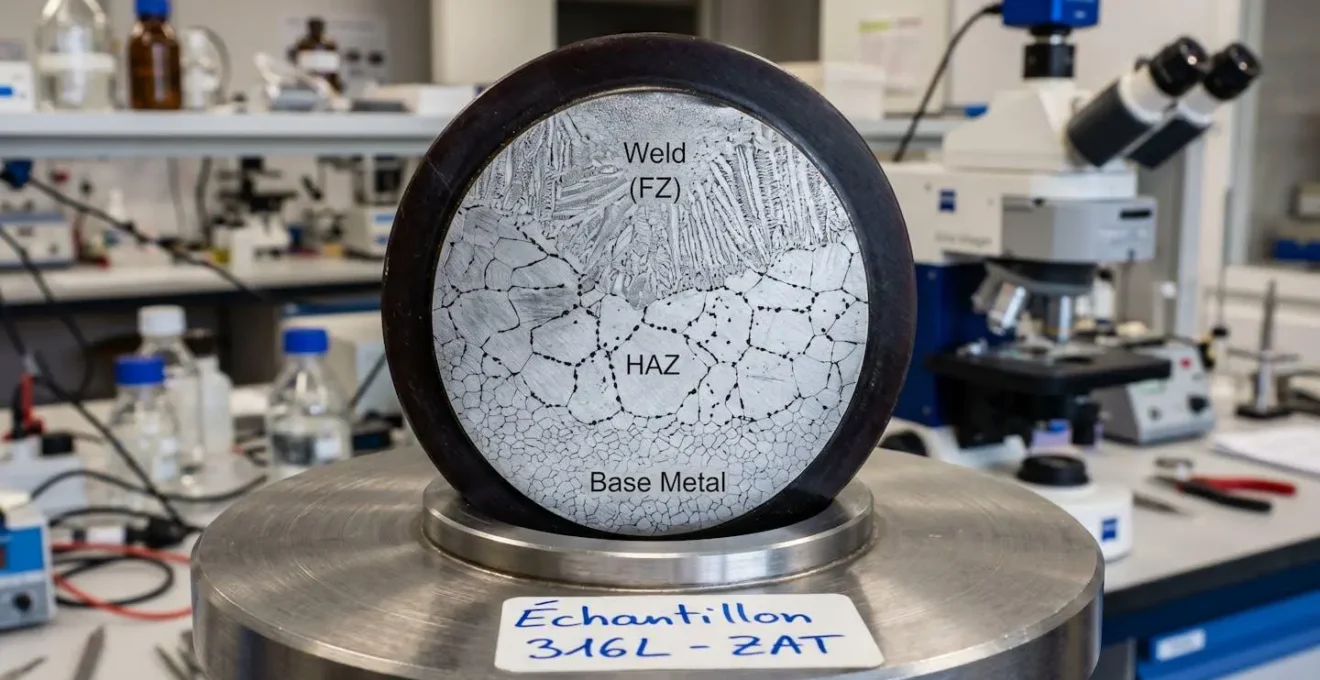
Les installations de stockage chimique relevant de la réglementation ICPE (Installations Classées pour la Protection de l’Environnement) imposent une traçabilité documentaire stricte : qualification des soudeurs selon EN ISO 9606-1, validation des modes opératoires (DMOS/QMOS), et contrôles non destructifs par organisme accrédité COFRAC. Cette exigence réglementaire répond à un risque métallurgique spécifique : les aciers austénitiques, malgré leur excellente résistance à la corrosion généralisée, présentent une vulnérabilité critique dans la zone affectée thermiquement (ZAT) du cordon de soudure.
La différence fondamentale avec les applications architecturales ou agroalimentaires réside dans l’agressivité du milieu de service. En présence d’acides concentrés (sulfurique, nitrique, chlorhydrique), une zone sensibilisée par précipitation de carbures de chrome se corrode préférentiellement, créant un réseau de fissures intergranulaires invisibles en surface mais progressant en profondeur jusqu’à la rupture. Les trois obstacles métallurgiques détaillés ci-après concentrent l’essentiel des non-conformités détectées lors des inspections réglementaires.
Vos 4 vigilances critiques pour souder l’inox en milieu chimique
- La corrosion intergranulaire guette toute soudure exposée entre 450 et 850 °C sans précaution métallurgique adaptée
- L’absence ou l’insuffisance de purge envers argon reste la première cause de porosités et d’oxydation en face arrière
- La qualification soudeur selon EN ISO 9606-1 et la validation d’un mode opératoire (DMOS/QMOS) sont des obligations réglementaires non négociables
- Les contrôles non destructifs (ressuage, radiographie, ultrasons) conditionnent la délivrance du certificat de conformité exigé par la Directive DESP
Ce guide technique se structure en trois volets complémentaires. La première partie analyse les trois mécanismes de dégradation récurrents — corrosion intergranulaire, contamination du bain de fusion, déformations thermiques — identifiés par les retours d’expérience des bureaux de contrôle accrédités (Apave, Bureau Veritas, Dekra) lors des inspections d’équipements chimiques en service.
La seconde partie détaille le protocole technique validé pour prévenir ces pathologies dès la phase de fabrication : préparation métallurgique des surfaces avec purge envers argon, réglage précis des paramètres TIG selon le DMOS qualifié, et mise en œuvre des contrôles non destructifs (ressuage, radiographie, ultrasons) conditionnant la délivrance du certificat de conformité DESP. Le cadre normatif et les questions fréquentes complètent l’approche opérationnelle.
- Pourquoi les cuves inox de l’industrie chimique imposent des contraintes de soudage uniques
- Trois obstacles métallurgiques fréquemment rencontrés sur acier austénitique
- Protocole technique pour garantir l’intégrité et la tenue chimique des assemblages
- Cadre normatif et exigences de traçabilité dans l’industrie chimique
- Questions fréquentes sur le soudage TIG en milieu chimique
Pourquoi les cuves inox de l’industrie chimique imposent des contraintes de soudage uniques
Les installations chimiques classées ICPE relèvent de la Directive 2014/68/UE (DESP) qui impose, pour tout équipement sous pression supérieur à 0,5 bar, une qualification stricte des procédés de fabrication et une traçabilité documentaire conservée dix ans.
Les aciers austénitiques 304L, 316L et 321 combinent résistance à la corrosion et ductilité, mais leur passivité de surface ne protège pas les joints de grains appauvris en chrome lors du soudage — phénomène de sensitisation déclenchant une corrosion intergranulaire en milieu acide. Le procédé TIG répond aux exigences d’étanchéité parfaite par son contrôle millimétrique de l’apport thermique et sa protection gazeuse argon continue.
Trois obstacles métallurgiques fréquemment rencontrés sur acier austénitique
Les analyses de défaillance identifient trois mécanismes récurrents liés à des erreurs de soudage, évoluant de manière différée sous l’effet de la température, de la pression et de l’agressivité chimique.
Corrosion intergranulaire par précipitation de carbures de chrome
Lorsque l’acier austénitique subit un cycle thermique entre 450 et 850 °C lors du soudage, les atomes de carbone précipitent sous forme de carbures de chrome (Cr₂₃C₆) aux joints de grains. Comme le souligne la thèse ParisTech archivée sur HAL Science sur la corrosion austénitique, ce phénomène appauvrit localement les zones en chrome, abaissant leur résistance à la corrosion.
En milieu acide, cette zone sensibilisée se corrode préférentiellement, créant des fissures intergranulaires. La parade : sélectionner une nuance stabilisée (321, 347), contrôler strictement l’énergie de soudage, ou utiliser un métal d’apport à silicium élevé (316LSi).
Contamination du bain de fusion et porosités
Quatre sources de contamination menacent l’opération : oxydation de la face arrière, calamine, humidité adsorbée, et traces de graisse. Chacune introduit oxygène, hydrogène ou carbone, générant porosités ou inclusions fragilisant le cordon.
L’absence de purge envers (protection argon en face arrière) représente la non-conformité la plus fréquente. L’oxydation de l’envers produit une coloration caractéristique et fragilise la zone, rendant la soudure vulnérable à la corrosion par piqûres.
Données terrain : les 3 défauts les plus fréquents aux inspections
Les bureaux de contrôle COFRAC (Apave, Bureau Veritas, Dekra) identifient systématiquement : oxydation de l’envers par défaut de purge argon, porosités dues à une préparation insuffisante, et déformations excessives par bridage inadapté.
Déformations thermiques et contraintes résiduelles
Le cycle de fusion-solidification génère un gradient thermique provoquant des dilatations différentielles. Le retrait du cordon crée des contraintes résiduelles de traction pouvant atteindre, selon les conditions de bridage, jusqu’à 70-80 % de la limite élastique de l’acier (valeur couramment observée en soudage multipasses), déformant la géométrie et pouvant déclencher une fissuration à chaud.
La maîtrise repose sur le bridage mécanique, une séquence de soudage optimisée (passes symétriques) et la limitation de l’énergie de soudage.
| Nuance | Résistance chimique | Coût relatif | Difficulté soudage TIG | DMOS spécifique requis |
|---|---|---|---|---|
| 304L | Bonne en milieu modérément corrosif, sensible aux chlorures | Standard (base 100) | Moyenne, risque sensitisation modéré | Oui si milieu acide |
| 316L | Excellente résistance acides, chlorures, milieux marins | +20 à +30 % | Moyenne, préférer 316LSi comme apport | Oui systématiquement |
| 321 | Très bonne résistance corrosion intergranulaire haute température | +15 à +25 % | Faible risque sensitisation grâce stabilisation Ti | Oui si cycles thermiques répétés |
Protocole technique pour garantir l’intégrité et la tenue chimique des assemblages
Préparation métallurgique des surfaces et protection gazeuse
Les bords à souder doivent être débarrassés de toute trace d’oxydation, de calamine et de contamination organique. Le nettoyage s’effectue par dégraissage chimique (acétone, éthanol) puis brossage mécanique au moyen d’une brosse inox dédiée exclusivement.
La purge envers consiste à injecter de l’argon pur (pureté ≥ 99,95 %) en face arrière du joint pour chasser l’oxygène. L’étanchéité se vérifie au moyen d’un analyseur portable (objectif : oxygène résiduel sous 50 ppm, idéalement sous 20 ppm).
Au-delà de la contamination métallurgique, les données chiffrées publiées par l’INRS sur les risques soudage rappellent que le soudage des aciers inoxydables libère du chrome hexavalent (Cr(VI)), cancérogène avéré, imposant l’installation d’un système d’extraction de fumées avec débit conforme aux Valeurs Limites d’Exposition Professionnelle.
Réglage des paramètres TIG et choix du métal d’apport
La régularité du cordon sur ces assemblages critiques dépend directement de la qualité de la source de courant : une stabilité d’arc parfaite, l’activation de la fonction pulsée et un refroidissement liquide performant de la torche sont des prérequis techniques incontournables.

L’ampérage se calcule selon l’épaisseur : 3 mm nécessite 80-100 A, 6 mm monte à 130-150 A. Le mode pulsé réduit l’apport thermique. Pour souder du 316L, on privilégie un fil 316LSi dont le silicium améliore la fluidité et réduit la fissuration à chaud.
Contrôles non destructifs et qualification de la soudure
Les contrôles non destructifs (CND) combinent examen visuel, ressuage et radiographie. Le ressuage détecte les défauts de surface. La radiographie révèle les défauts internes selon EN ISO 5817 niveau B. Les ultrasons offrent une alternative sans rayonnement.

Cas réel : lors de la fabrication d’une cuve de stockage acide sulfurique 20 % de 8000 litres en 316L pour un site SEVESO, le contrôle par ressuage a révélé une fissuration longitudinale de 40 mm sur la virole. L’analyse métallographique a confirmé une corrosion intergranulaire par défaut de purge envers (oxygène résiduel mesuré à 180 ppm au lieu des 50 ppm requis). La virole a été remplacée et le protocole de purge renforcé avec analyseur O₂ en continu.
La qualification du mode opératoire (DMOS/QMOS) formalise les paramètres validés par essais destructifs. Chaque soudeur doit être qualifié selon EN ISO 9606-1.
-
Vérifier qualification soudeur EN ISO 9606-1 en cours de validité
-
Nettoyer surface inox (dégraissage solvant puis brossage inox dédié uniquement)
-
Éliminer calamine, oxydation, traces de peinture ou marquage
-
Installer système de purge envers avec contrôle débit argon et mesure O₂ résiduel
-
Vérifier étanchéité du dispositif de purge (objectif oxygène résiduel sous 50 ppm)
-
Régler ampérage selon épaisseur et position de soudage conformément au DMOS validé
-
Sélectionner tungstène adapté (2 % thorié ou cérium) avec affûtage 30-60°
-
Préparer métal d’apport certifié (316LSi pour soudage 316L, traçabilité lot obligatoire)
-
Positionner et brider les pièces (chevalets, gabarits anti-déformation)
-
Installer extracteur de fumées de soudage avec débit conforme INRS
-
Préparer dispositif de suivi paramètres si exigé par DMOS (enregistrement ampérage, tension)
-
Valider présence coordinateur soudage ou inspecteur qualité si DESP catégorie III/IV
Cadre normatif et exigences de traçabilité dans l’industrie chimique
La fabrication d’une cuve chimique sous pression est encadrée par la Directive DESP 2014/68/UE, la norme ISO 3834 (qualité en soudage), la norme EN 13445 (récipients sous pression) et les arrêtés nationaux de suivi en service.
La norme ISO 3834 impose un coordinateur en soudage certifié (IWE ou EWE) chargé de rédiger les DMOS, superviser les qualifications soudeurs, valider les consommables (certificats 3.1 ou 3.2) et garantir les contrôles. Il constitue l’interface avec le bureau de contrôle COFRAC (Apave, Bureau Veritas, Dekra) délivrant le certificat de conformité.
La traçabilité documentaire exige la conservation pendant dix ans de la déclaration UE, des DMOS/QMOS, des certificats soudeurs, des rapports CND et des certificats matière. Les qualifications EN ISO 9606-1 exigent une activité continue ; après deux ans sans soudage, un renouvellement est obligatoire. Les précautions du soudage de tuyauterie s’appliquent également aux cuves.
-
Directive 2014/68/UE (DESP) : exigences essentielles de sécurité, catégorisation des équipements, obligations de marquage CE et traçabilité décennale
-
ISO 3834 : exigences de qualité en soudage par fusion des matériaux métalliques, coordination, DMOS/QMOS, qualification du personnel
-
EN 13445 : récipients sous pression non soumis à la flamme, règles de conception, fabrication, inspection et essais
-
EN ISO 9606-1 : épreuve de qualification des soudeurs pour le soudage par fusion, validité conditionnée à activité continue
-
EN ISO 5817 : soudage — assemblages en acier soudés par fusion — niveaux de qualité par rapport aux défauts, critères d’acceptation radiographique
Questions fréquentes sur le soudage TIG en milieu chimique
Quelle certification soudeur est obligatoire pour souder des cuves chimiques sous pression ?
Les aciers austénitiques 304L, 316L et 321 combinent résistance à la corrosion et ductilité, mais la sensibilité de l’inox se manifeste lorsque leur passivité de surface ne protège pas les joints de grains appauvris en chrome lors du soudage — phénomène de sensitisation déclenchant une corrosion intergranulaire en milieu acide. Le procédé TIG répond aux exigences d’étanchéité parfaite par son contrôle millimétrique de l’apport thermique et sa protection gazeuse argon continue.
Comment choisir entre 304L et 316L pour une cuve destinée au stockage d’acide sulfurique dilué ?
L’acide sulfurique dilué (< 10 %) à température ambiante tolère le 304L, mais dès que la concentration dépasse 20 % ou que la température s'élève au-dessus de 50 °C, la présence de molybdène dans le 316L devient indispensable pour résister à la corrosion par piqûres. En milieu industriel chimique, le 316L constitue systématiquement le choix de sécurité pour les acides oxydants et les environnements contenant des chlorures.
Un poste TIG standard suffit-il pour souder des cuves chimiques ou faut-il un équipement spécifique ?
Les applications critiques exigent des fonctionnalités avancées : mode pulsé pour contrôler l’apport thermique, refroidissement liquide pour un travail prolongé, stabilité d’arc garantissant la reproductibilité conforme au DMOS, et enregistrement des paramètres si requis. Les équipements professionnels intégrant ces fonctions constituent un investissement cohérent pour sécuriser la conformité sur installations classées.